
Oggi vorrei continuare il filone “Zama vs altri materiali” confrontando due leghe che contengono entrambe dello zinco: la zama, ovviamente, e l’ottone.
Tempo fa avevo confrontato la zama con un altro materiale molto utilizzato, l’alluminio.
Se ti sei perso i miei post sull’argomento e vorresti approfondirlo, li puoi trovare cliccando sui seguenti link:
È meglio la zama o l’alluminio per i tuoi componenti in serie?
Vantaggi che la zama offre rispetto all’alluminio
Zama o Ottone: quando preferire l’uno o l’altro materiale?
L’ottone è una lega formata da rame – in prevalenza – unito ad una percentuale variabile di zinco e altri componenti .
Le proprietà che caratterizzano l’ottone sono influenzate non soltanto dalla composizione chimica, ma anche dal metodo di lavorazione impiegato.
Mentre nel caso della zama il materiale viene trattato sempre attraverso la pressofusione a camera calda, l’ottone può essere plasmato sia per pressofusione a camera fredda che mediante lavorazione da barra (come la tornitura o in generale tutte le tecnologie per asportazioni da truciolo).
Tecniche di lavorazione dell’ottone a confronto con la lavorazione della zama.
Abbiamo già visto in passato come funziona la pressofusione a camera calda utilizzata per la produzione di componenti in zama.
Se non conosci ancora questo processo, puoi approfondirlo leggendo qui:
La pressofusione a camera calda in 8 semplici step
La lavorazione dell’ottone, invece, sfrutta due tecniche diverse a seconda delle esigenze. Queste sono “la pressofusione a camera fredda” e la lavorazione a barra.
La pressofusione a camera fredda dell’ottone.
La pressofusione a camera fredda differisce dalla camera calda per il metodo di fusione del metallo da iniettare.
In questo caso, il metallo viene sciolto in un forno esterno all’impianto di pressofusione e caricato – ciclo per ciclo – all’interno di una camera fredda, che prende banalmente il nome di “contenitore”. Da qui, poi, viene iniettato all’interno dello stampo.
L’ottone lavorato attraverso questo processo viene definito “pressofuso”.
Questa tecnologia “a camera fredda” viene preferita rispetto a quella a “camera calda” per i materiali con alte temperature di fusione, come appunto nel caso dell’ottone.
La pressofusione a camera fredda offre la possibilità di ottenere spessori abbastanza ridotti e componenti complessi, con una buona rifinitura della superficie.
Lo svantaggio principale è che un tale impianto richiede degli investimenti molto elevati, e a questi va aggiunto il costo dello stampo.
La lavorazione a barra dell’ottone
L’ottone viene trafilato in barre e poi lavorato alle macchine utensili (solitamente torni o transfert).
È particolarmente adatto per le minuterie in ottone ed, in generale, per tutti quei pezzi molto piccoli, che non sono realizzabili con la fusione a camera fredda.
La distinzione tra i due metodi di lavorazione è utile per comprendere le differenze attribuibili ad un componente in ottone pressofuso rispetto ad uno lavorato a barra.
Andiamo allora a conoscere nel dettaglio quali sono le caratteristiche della zama in confronto alle caratteristiche dell’ottone
Densità
La zama, si sa, è un materiale con densità abbastanza elevata.
Come abbiamo visto in passato, questo aspetto può conferire maggior qualità percepita del materiale, ma può rappresentare talvolta uno svantaggio, perché appesantisce il componente.
Come si vede anche dal grafico, l’ottone è però un materiale ancora più denso, e quindi pesante, rispetto alla zama.
Questo vuol dire che la zama diventa vantaggiosa rispetto all’ottone se nei requisiti di progetto bisogna prestare attenzione al peso del componente.

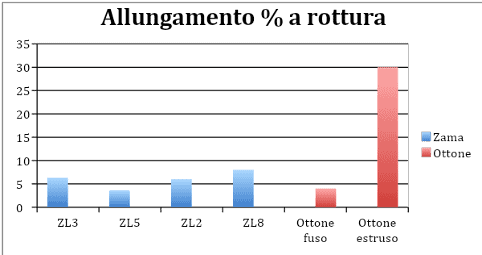
Allungamento % a rottura
Se vogliamo analizzare l’allungamento a rottura del materiale ottone, dobbiamo partire da una distinzione effettuata sulla base del tipo di lavorazione utilizzato. Sarà questo ad influenzare la percentuale di resistenza del componente.
I pezzi pressofusi, infatti, presentano valori molto bassi di allungamento, sia nel caso della zama che dell’ ottone.
Con la tornitura, invece, si ottiene un pezzo di ottone che potrà subire un allungamento percentuale molto elevato (fino al 30% circa) prima di spezzarsi. Questo perché la lega lavorata a barra è più morbida e malleabile rispetto a quella sottoposta a pressofusione.
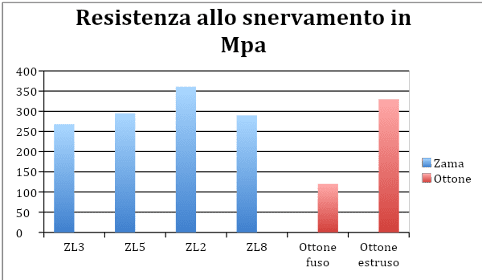
Resistenza allo snervamento
Anche in questo caso, la tecnica di lavorazione dell’ottone ne influenza le proprietà.
La resistenza allo snervamento di un pezzo in zama risulta pertanto:
– comparabile a quella dell’ottone estruso;
– superiore a quella del pressofuso in lega di ottone.
Sei curioso di confrontare le caratteristiche degli altri materiali più comunemente utilizzati con le proprietà della zama?
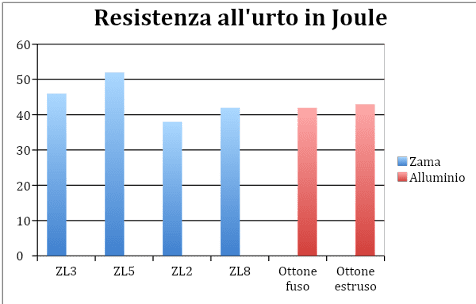
Resistenza all’urto
La resistenza all’urto della zama è molto alta e la lega migliore in assoluto, da questo punto di vista, è la ZL5.
Possiamo poi dire che, in generale, la resistenza all’impatto della zama è paragonabile a quella della lega ottone.
Modulo di elasticità
Come materiale, la zama è meno elastica dell’ottone, anche se ovviamente si tratta di differenze non troppo significative, considerata la scarsa plasticità di entrambe le leghe.

Modulo di elasticità
Come materiale, la zama è meno elastica dell’ottone, anche se ovviamente si tratta di differenze non troppo significative, considerata la scarsa plasticità di entrambe le leghe.
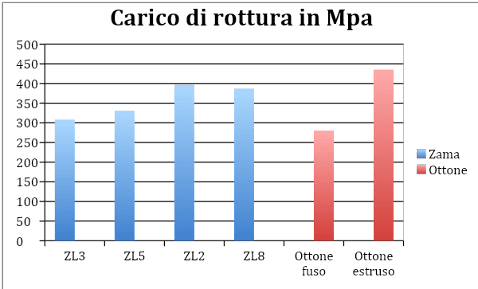
Carico di rottura
La zama ha una resistenza alla rottura da carico paragonabile alla lega di ottone estrusa, mentre presenta un valore mediamente maggiore rispetto all’ottone pressofuso.
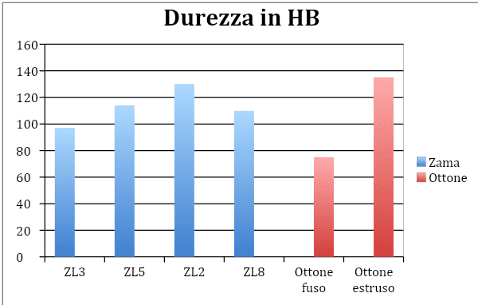
Durezza
I valori di durezza sono paragonabili per tutte le leghe prese in considerazione.
Anche da questo grafico, sono comunque evidenti le differenze tra l’ottone lavorato con tornitura, piuttosto che con la pressofusione.
Conduttività termica
La conduttività termica è ottima, sia nel caso della zama che dell’ottone.
È da dire che la lega di ottone estrusa offre una conduttività termica migliore rispetto a quella pressofusa.

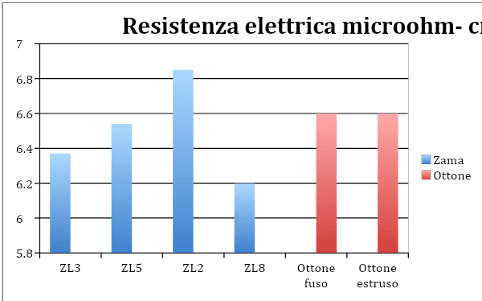
Resistenza elettrica
La resistenza elettrica presenta valori differenti a seconda della lega utilizzata.
La scelta va quindi ponderata a seconda delle esigenze necessarie per lo specifico componente.
In generale però, possiamo dire che la lega di zama più utilizzata, la ZL5, ha valori molto simili a quelli dell’ottone.
Quanto appena visto è un confronto tecnico delle caratteristiche di due leghe che potrebbero sembrare molto simili ma in realtà non lo sono.
Una valutazione di questo tipo ti può essere utile per capire:
- come sviluppare un determinato componente in funzione del materiale scelto;
- quale lega di zinco preferire a seconda delle tue esigenze;
- se rivedere la tua produzione in ottone valutando la zama al suo posto.
(Per approfondimenti, leggi anche “I vantaggi della zama e dell’ottone a confornto”)
In ogni caso, prima di prendere qualsiasi decisione, ti consiglio di parlarne sempre con un esperto del settore, capace di chiarirti ogni dubbio od incertezza.